
 > 行業資訊
> 行業資訊

散熱器鋁型材生產需要注意哪些地方
發布者:永裕金屬 發布時間:2020-11-22 9:32:21
鋁合金因美觀質輕、易加工成復雜的形狀和良好的導熱性,被廣泛地用于散熱器材上。鋁合金散熱器材主要有三種類型:梳子形、扁寬形和魚刺形;圓形或橢圓圓形外面散熱片呈放射狀;樹枝形。
它的特點是:散熱片之間距離短,相鄰兩散熱片之間形成一個槽形,其深寬比很大;壁厚差大,一般散熱片薄,而其根部的底板厚度大。因此給散熱型材的模具設計、生產和制造帶來很大的難度。
散熱器鋁型材尺寸較小、形狀對稱的產品比較容易生產,大部分散熱器型材扁寬形,外形尺寸較大,有的不對稱,散熱片之間的槽形深寬比很大,其生產難度比較大。需要注意幾方面的問題,才能順利生產出散熱器型材。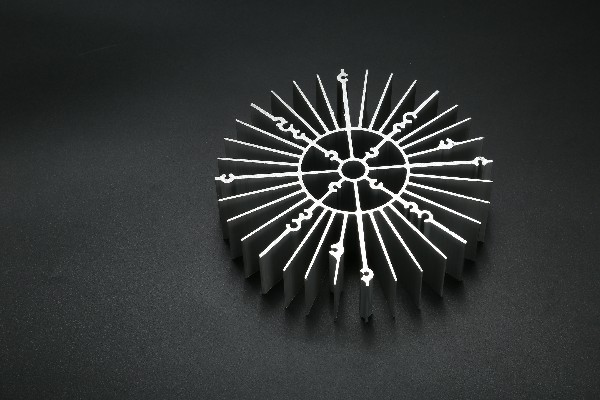
減少擠壓力。為了防止模具斷齒應盡量減少擠壓力,而擠壓力與鑄錠的長、鑄錠的狀態、合金變形抗力的大小、變形程度的大小等因素有關。因此擠壓散熱鋁型材的鑄棒不宜太長,
約為正常鑄棒長度的(0.6~0.85倍)。特別是在試模和擠壓第一根鑄棒時,為確保能順利生產出合格的產品,最好用更短的鑄棒,即正常鑄棒長度(0.4~0.6)倍的鑄棒來試模。
擠壓工藝。散熱器型材生產的關鍵是擠壓模具的第一次試模,有條件可以先在電腦上做模擬試驗,看模具設計的工作帶是否合理,然后在擠壓機上試模。
第一次試模十分重要,操作手要讓主柱塞前進上壓時在低于8MPa的低壓力下慢速前進,可以找人用電筒光線照看模具出口處,等擠壓模具的每一個散熱片都均勻擠壓模孔后,
才逐漸加壓加速進行擠壓。試模成功后繼續擠壓時,應注意控制好擠壓速度,做到平穩操作。生產散熱器型材時應注意模具的加熱溫度,要使模具溫度與鑄錠溫度相近。
若溫差太大,由于上壓時擠壓速度慢,會使金屬溫度下降,容易產生堵模或流速不均勻的現象。
它的特點是:散熱片之間距離短,相鄰兩散熱片之間形成一個槽形,其深寬比很大;壁厚差大,一般散熱片薄,而其根部的底板厚度大。因此給散熱型材的模具設計、生產和制造帶來很大的難度。
散熱器鋁型材尺寸較小、形狀對稱的產品比較容易生產,大部分散熱器型材扁寬形,外形尺寸較大,有的不對稱,散熱片之間的槽形深寬比很大,其生產難度比較大。需要注意幾方面的問題,才能順利生產出散熱器型材。
減少擠壓力。為了防止模具斷齒應盡量減少擠壓力,而擠壓力與鑄錠的長、鑄錠的狀態、合金變形抗力的大小、變形程度的大小等因素有關。因此擠壓散熱鋁型材的鑄棒不宜太長,
約為正常鑄棒長度的(0.6~0.85倍)。特別是在試模和擠壓第一根鑄棒時,為確保能順利生產出合格的產品,最好用更短的鑄棒,即正常鑄棒長度(0.4~0.6)倍的鑄棒來試模。
擠壓工藝。散熱器型材生產的關鍵是擠壓模具的第一次試模,有條件可以先在電腦上做模擬試驗,看模具設計的工作帶是否合理,然后在擠壓機上試模。
第一次試模十分重要,操作手要讓主柱塞前進上壓時在低于8MPa的低壓力下慢速前進,可以找人用電筒光線照看模具出口處,等擠壓模具的每一個散熱片都均勻擠壓模孔后,
才逐漸加壓加速進行擠壓。試模成功后繼續擠壓時,應注意控制好擠壓速度,做到平穩操作。生產散熱器型材時應注意模具的加熱溫度,要使模具溫度與鑄錠溫度相近。
若溫差太大,由于上壓時擠壓速度慢,會使金屬溫度下降,容易產生堵模或流速不均勻的現象。
相關新聞
- [2025.04.03]人形機器人金屬材料:鋁的應用與市…
- [2024.12.31]小家電鋁型材
- [2024.12.05]低空經濟無人機鋁件定制廠家:引領…
- [2024.12.05]無人機鋁型材定制(無人機配件)
- [2024.11.14]低空經濟與鋁型材的關聯:探索新時…
- [2024.11.14]無人機鋁件定制:提升性能與效率的…
- [2024.11.06]同步帶傳動設備
- [2024.11.06]功放配件外殼:鋁合金材質的卓越之…
- [2024.11.01]鋁合金外殼定制批發
- [2024.11.01]電子產品鋁殼定制批量生產
- [2024.11.01]驅動鋁電源盒鋁型材外殼
- [2024.10.29]電寶鋁外殼定制
- [2024.10.29]無人機鋁外殼配件定制:專業解決方…
- [2024.10.29]研磨機鋁型材合金外殼定制
- [2024.10.28]音響鋁合金機殼定制
- [2024.10.28]電源器鋁合金機殼定制:
- [2024.10.27]滑臺重載倍速鏈鋁型材:高效傳輸的…
- [2024.10.27]電源顯卡散熱器鋁型材
- [2024.10.24]梳子型鋁合金散熱器
- [2024.10.24]折疊助力車鋁型材配件定制生產






